Production and Applications of High-Performance Ceramics
Ceramic materials are typically understood to be materials made of non-metallic, inorganic components. Aside from the long known ceramic products such as earthenware, clay pottery and porcelain, currently ceramic materials, unitedly known as high-performance ceramics, have been developed and modified, based on certain oxides, carbides, nitrides and borides.
Due to their unique material characteristics, high-performance ceramics are consistently used in areas in which high demands pertaining to hardness, abrasion, wear protection, corrosion protection or pressure resistance are placed. Technical ceramics are considered to be the most robust materials of our time, with good reason, and are displacing conventional materials in diverse areas of mechanical engineering, industrial manufacturing as well as high-tech applications.
Two of the most important processing steps for the production of high-performance ceramics are powder production and powder processing. Due to the exceptional hardness and abrasiveness of these materials, the grinding concept that is applied is jet milling, with which powders of high fineness and with exact maximum particle size limitation can be produced. The jet mill can be operated with hot gas or dry superheated steam for the most efficient increase in capacity or fineness possible. By means of fine classification in an air classifier, undesired fines can be extricated from products that have been ground or they can be limited to a targeted particle size.
The Concept of Jet Milling and Function of the Fluidized Bed Jet Mill Model CGS
The circumferential speed of 75 to 150 m/s of impact mills is often insufficient for the ultra-fine grinding of medium to hard products by means of impact force. The gas stream in jet mills can accelerate particles to higher speeds. Laval nozzles expand the grinding gas in a product laden fluidized bed to create speeds of the product particles of up to 600 m/s, and even up to 1200 m/s with superheated steam.
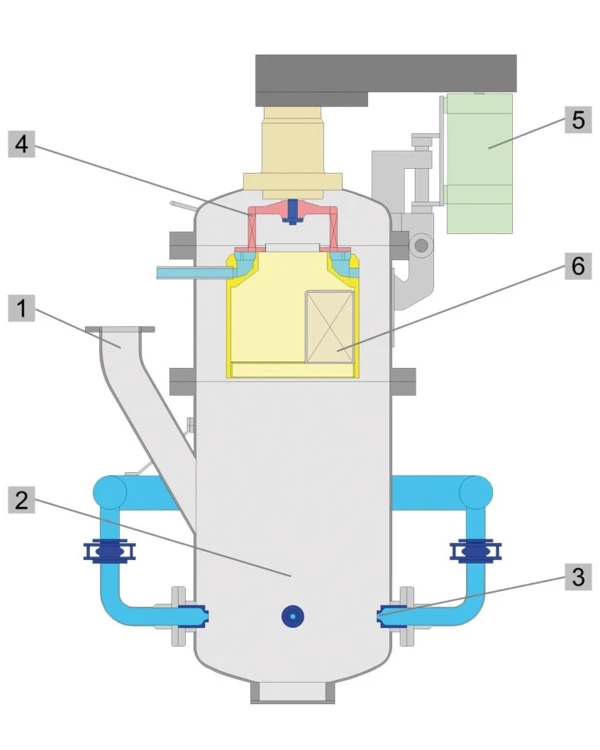
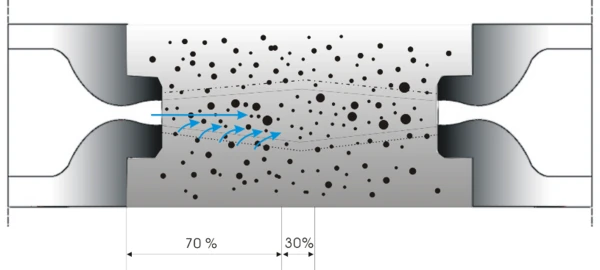
The product is fed into the mill through a feed pipe (1) by a double flap valve (Figure 1). Grinding air nozzles (3) on the circumference of the grinding chamber, near the bottom, blow compressed gas into the center of the grinding chamber (2) horizontally. A product laden fluidized bed is put into motion by gas streaming through the grinding chamber. Product particles are highly accelerated by the gas stream and impact one another, reducing their size (Figure 2).
A vertically supported classifier wheel (4) is integrated at the upper part of the mill, where the grinding gas loaded with grinding material passes through, and the particles are classified. Coarse Particles are rejected by the classifier wheel and returned to the fluid bed where they are stressed again. The product fineness can be adjusted by changing the rotational speed of the classifier wheel by means of a frequency controlled drive motor (5). At the fines outlet (6) after the classifier wheel there is an expansion chamber to reduce the velocity of flow, respectively the associated wear and to achieve a nontwisting outlet from the mill. After the mill, the finely ground product is separated from the grinding gas by a cyclone and/or dust filter.
Modes of Operation of the Jet Mill
Generally medium hard and hard products are processed under grinding pressures between 6 and 10 barg, however, experience with certain specialized applications has shown that for these, low pressure ranges of approx. 2.5 to 3.5 barg are more favorable. A single-stage air compressor is used for this purpose, which also allows the cooling process to be left out, so that at a temperature of up to 220°C, the energy can be used for grinding.
Operating Mode e-Jet®
Adiabatic jet energy creates the grinding effect in the fluidized bed. The conventional method for generating the adiabatic energy is the use of two-stage compressors, which however, due to the temperature-unstable compression stages, must also be cooled in one or two stages. The released heat of compression is then lost forever. The e-Jet® process relies on single-stage compressors in which the cooling process is dispensed with and therefore no energy is lost, but instead is used to the full extent. The specific energy requirement with this method can thereby be reduced by approx. 30% and operating costs saved. It must be noted, however, that this hot gas process is only suitable for products whose characteristics do not change at high temperatures. Ceramic materials belong to this category, which is why the e-Jet® can be used for most of them.
Steam Jet Milling s-Jet®
As indicated above, the product particles in the gas stream of jet mills are accelerated to jet velocity. The higher the velocity of the jet, the higher the impact energy of the particles. For this reason, the patented s-Jet® system uses superheated steam instead of compressed air to achieve a jet velocity of approx. 1200 m/s along with four times the applied energy. Consequently, particle finenesses into the nano range can be achieved, which until now was not possible using conventional jet mills. In addition to the jet velocity, the physical condition of the classifier wheel in the mill plays a role for achieving the final fineness. Since steam have a noticeably lower dynamic viscosity and a considerably higher sound velocity than air, the circumferential speed of the stream within the classifier wheel also increases along with the forces of acceleration effecting the product. This is decisive for the classification of particles in the submicron range and also for obtaining these finenesses when dry grinding.
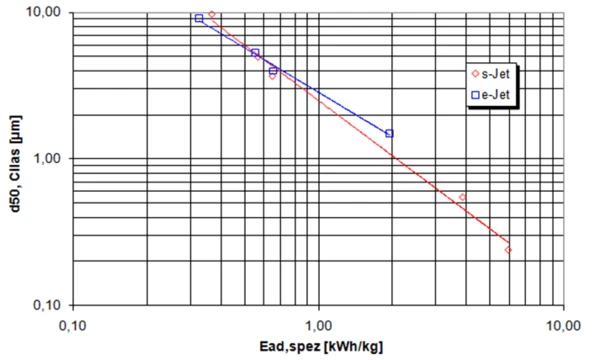
Figure 3 shows a comparison of both the e-Jet® and s-Jet® processes using silicon carbide as an example. By using steam, finenesses of less than 1 µm can be achieved and thus, in comparison to hot air, considerably finer particle sizes. In this example, the s-Jet® process is more energy efficient in the range of d50 < 5 µm, whereas the specific adiabatic energy requirement of the e-Jet® process is lower within the coarser range. This shows that both processes can be used efficiently, depending on the application and fineness requirements of ceramic materials.
Examples of Ceramic Material Applications
Products with an initial particle size of 1 - 2 mm can be processed using the NETZSCH Fluidized Bed Jet Mill. The desired product finenesses obtainable with the air jet mill model CGS range from approx. d99 = 2 - 70 µm, the s-Jet® is even capable of producing finesses of d99 < 1 µm. At this point, it must be noted that final finenesses are always dependent upon product type and the variation of individual physical characteristics, such as density, size distribution, fracture behavior or form.
Tables 1 and 2 show several product examples from the field of ceramic materials. Other typical areas of application for fluidized bed jet mills involve fields with high requirements for product purity. The autogenous grinding operation of a fluidized bed, without grinding tools and with suitable machine and plant lining as wear protection, fulfills such requirements.
Table 1: Product Examples Steam Jet Mill s-Jet®
| Product Example | Fineness d99 [µm] | Throughput [kg/h] | Design Size |
|---|---|---|---|
| Aluminum oxide | 0.35 | 9.95 | s-Jet® 500 |
| Aluminum oxide | 4.52 | 250 | s-Jet® 1000 |
| Aluminum oxide | 82.7 | 902 | s-Jet® 500 |
| Boron nitride | 0.77 | 5.80 | s-Jet® 500 |
| Boron nitride | 2.78 | 6.43 | s-Jet® 150 |
| Chromium carbide | 1.18 | 2.35 | s-Jet® 500 |
| Chromium carbide | 6.52 | 62.6 | s-Jet® 500 |
| Ceramic pigment | 0.34 | 10.3* | s-Jet® 500 |
| Ceramic pigment | 3.09 | 158* | s-Jet® 500 |
| Ceramic pigment | 4.32 | 500* | s-Jet® 1000 |
| Silicon carbide | 1.04 | 7.70 | s-Jet® 500 |
| Silicon carbide | 43.2 | 230 | s-Jet® 500 |
| Zirconium oxide | 0.59 | 10.5* | s-Jet® 500 |
| Zirconium oxide | 8.53 | 105 | s-Jet® 500 |
*with dispersing agent
Table 2: Product Examples Air Jet Mill CGS
| Product Example | Fineness [µm] | Throughput [kg/h] | Design Size |
|---|---|---|---|
| Dental ceramics | d50 2 - 35 | 150 | CGS 32 |
| Ceramic catalysts | d90 10.0 | 30 | CGS 32 |
| Ceramic pigments | d99 9.1 | 535 | CGS 50 |
| Ceramic pigments | d95 5.2 | 900 | CGS 71 |
| Tungsten carbide | d99 3.0 | 66 | CGS 50 |
Pamir - Dry Agitator Bead Mill
An additional possibility for grinding ceramic commodities, aside from jet milling, is the Dry Agitator Bead Mill model Pamir which impresses with very high finenesses and high throughput rates at low specific energy consumption. Unlike conventional bead mills, the Pamir operates with very small grinding media, thanks to the separation systems developed and patented by NETZSCH, creating a higher impact intensity, so that comparably coarse feed products can be reduced to extreme finenesses with a low energy consumption. Depending on the product, finenesses below 2 µm can be obtained in combination with a classifier. The specific grinding chamber energy of the Pamir (approx. 400 kW/m³) is much higher than that of conventional bead mills and is reflected in smaller footprints and foundations. The simple and robust design allows grinding media and agitator elements to be exchanged quickly for easier maintenance and service.
Principle of Classification and Function of the High-Efficiency Fine Classifier CFS/HD-S
An air classifier uses the aerodynamic differences of particles in a bi-phase stream (gas and solid particles) to separate them according to their velocity of descent. In this manner, a coarse fraction and a fines fraction are obtained. Material parameters such as particle shape, particle size and density as well as operating parameters such as rotational speed and volume flow at which the air classifier is operated, significantly influence the classification results of this process. The basic principle of differing velocities of descent is attributed to the equilibrium of two forces; the first being the drag force (influenced by the gas flow) directing the fines fraction and the second being the mass force (accelerates the particles) directing the coarse fraction.
The NETZSCH High-Efficiency Fine Classifier CFS/HD-S contains a dynamic classifier wheel to actively impose a vortex on the flow, which generates an acceleration and thus belongs to the category of dynamic air classifiers. The benefits of dynamic classifiers are the variability of the rotational speed that allows a large range of separation to be set, and the producible high mass force that leads to an effective and fine limit of separation.
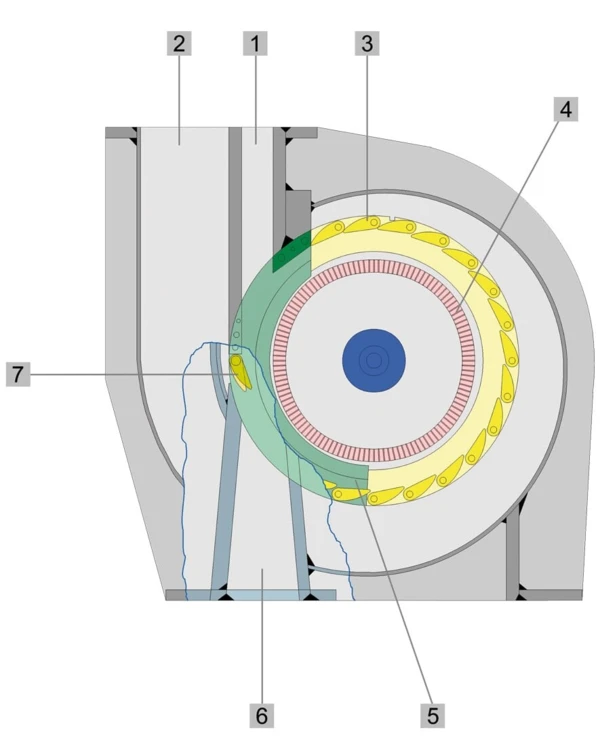
Figure 4 shows the mode of operation of the classifier. The product enters the machine from above through a feed pipe (1). The necessary process air is supplied (2) via a second port, flowing through a static guide vane basket (3), predisperses the feed material extremely finely and provides it to the classifier wheel (4). The fine product leaves the classifier chamber through its center, the coarse material is rejected by the classifier wheel and then removed downward (6) by the screw shaped machine housing (5) at the back of the machine. For difficult separating applications, the discharge of the coarse material can be adjusted directly by the position of the so-called coarse material flap (7). The simultaneously rotating immersion tube installed in NETZSCH classifiers and mills, is an important design characteristic that effectively eliminates oversize particles.
In areas where extreme finenesses are required, the patented ConVorclassifier wheel is used. The ConVorwheel has a constant radial speed inside the wheel and thus allows separation in much finer areas compared with conventional bucket-wheel air classifiers. A further positive effect of this classifier wheel design is a significantly reduced pressure loss, which results in significant advantages in the sourcing of plant components when designing a classifier plant.
Examples of Ceramic Material Applications
The main tasks of the NETZSCH High-Efficiency Fine Classifier CFS/HD-S are dust separation of ground products or the removal of unwanted particle sizes for processes that are themselves not capable of limiting maximum particle sizes (example ball mills). Table 3 shows some product examples from the field of ceramic materials.
Table 3: Product Examples classified by the CFS/HD-S
| Product Example | Application | Fines [µm] | Coarse Particles [µm] | Design Size | Feed rate [kg/h] |
|---|---|---|---|---|---|
| Aluminum oxide | Dust separation | d10 41 d99 161 | CFS 340 HD-S | 4400 | |
| Glass frits | Extraction of fines | d90 6.6 | CFS 85 HD-S | 200 | |
| Hard materials | Extraction of fines | d97 2.1 | CFS 8 HD-S | 27 | |
| Tungsten carbide | Dust separation | d10 8.5 d90 20 | d10 12 d90 25 | CFS 8 HD-S | 50 |

Figure 5 shows a typical example for limiting maximum particle sizes with the CFS/HD-S. This example shows a plant for grinding ceramic pigments that combines the Fine Classifier CFS 170 HD-S with the Dry Agitator Bead Mill NETZSCH Pamir 300. The plant consists of a dosing screw and rotary valve for constant feeding of the material, the mill and classifier, a dust filter for the separation of the final product from the transport gas and the plant blower that generates the processing air. The inline air classifier is integrated into the plant and can be positioned either before or after the mill, depending on the product requirements.
Wear Protection
Concepts for wear protection are essential when grinding and classifying hard materials. The classifier wheel in particular, being the only rotating part in a jet mill and air classifier, is subjected to the highest amount of wear, especially at high rotational velocities and due to the contact with the product. For this purpose, NETZSCH has developed special classifier wheel designs made from hard metal, zirconium or aluminum oxide. The classifier wheel can be executed as a solid body, full ceramic part with a solid ceramic vane ring or with individually exchangeable ceramic vanes. To protect the machine housing or fines outlet, several variations are available, depending on the size of the machine and process requirements. One example is a lining for the expansion chamber consisting of an insert made from steel or stainless steel, that is easy to clean and therefore beneficial for adhesive materials. The most common solution for lining the housing when processing at temperatures up to 60°C, is polyurethane; for higher temperatures the standard are bonded tiles or molded ceramic parts. In addition, specialized designs such as plasma- or powder coatings made, for example, from aluminum oxide, are available.