高性能陶瓷的生产与应用
陶瓷材料通常被理解为由非金属无机成分制成的材料。除了众所周知的陶器、粘土陶器和瓷器等陶瓷产品外,目前还开发了基于某些氧化物、碳化物、氮化物和硼化物的陶瓷材料,统称为高性能陶瓷。
由于其独特的材料特性,高性能陶瓷一直用于对硬度、磨损、耐磨、防腐或耐压有高要求的领域。技术陶瓷被认为是我们这个时代最坚固的材料,这是有充分理由的,并且正在机械工程、工业制造以及高科技应用的各个领域取代传统材料。
生产高性能陶瓷最重要的两个加工步骤是粉末生产和粉末加工。由于这些材料具有特殊的硬度和耐磨性,因此推荐使用气流磨,可以生产出高细度和精确最大粒径限制的粉末。气流磨采用的气流是热空气或干燥的超高温蒸汽蒸汽运行,以尽可能有效地提高产能或细度。通过气流分级机中的精细分级,可以从研磨过的产品中提取出不需要的细粒,或者将其限制在目标粒径。
CGS流化床气流磨的原理和应用
机械磨的圆周速度为75至150米/秒,通常不足以通过冲击力对中硬产品进行超细研磨。气流磨中的气流可以将颗粒加速到更高的速度。拉瓦尔喷嘴在充满产品的流化床中膨胀研磨气体,使产品颗粒的速度高达600 m/s,甚至在超高温蒸汽的情况下高达1200 m/s。
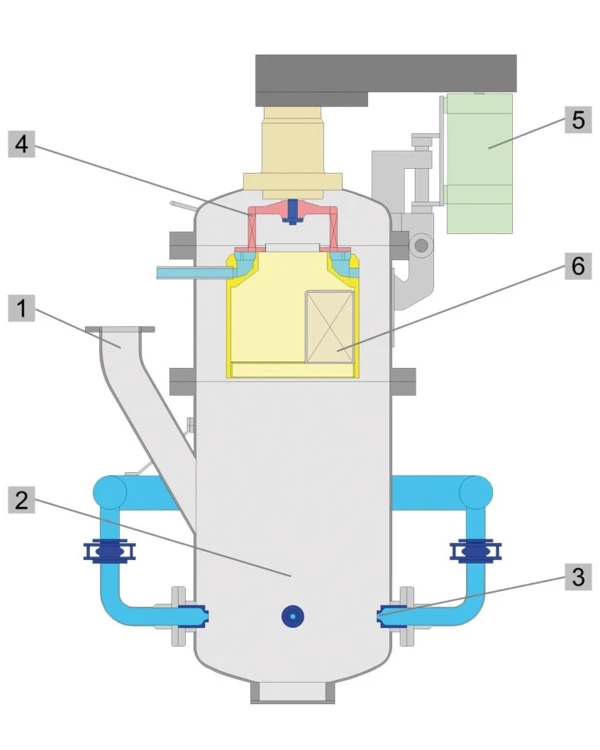
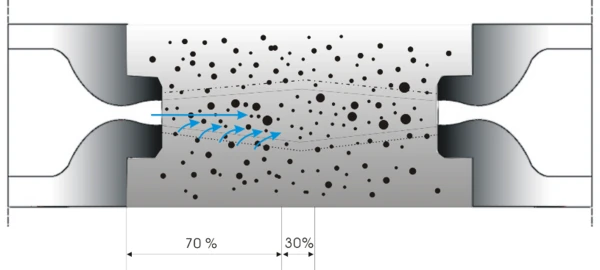
产品通过双瓣阀(图1)通过进料管(1)送入磨机。研磨腔周围靠近底部的气流喷嘴(3)将压缩气体横向吹入研磨腔(2)的中心。通过气体流过研磨腔,使载有产品的流化床加速。产品颗粒被气流高速喷出并相互碰撞,从而减小了物料的粒径(图2)。
分级轮(4)集成在磨机的上部,装载有物料的气流通过此处,对颗粒进行分级。粗颗粒被分级轮排出并返回流化床,在那里它们再次研磨。产品细度可以通过变频驱动电机(5)改变分级轮的转速来调节。在分级机轮后的细粒出口(6)处,有一个膨胀室,用于降低流速,可以减少相关的磨损,并实现磨机的无扭曲出料。研磨后,细磨产品通过旋风分离器和/或除尘器与研磨气体分离。
气流磨的操作模式
通常,中度或偏硬的物料在6至10 barg的压力下加工,然而,某些专业应用的经验表明,对于这些产品,约2.5至3.5 barg的低压范围更为有利。为此目的使用单级空气压缩机,这也允许省略冷却过程,研磨在高达220°C的温度下进行,高温能量更利于研磨。
e-Jet®的工艺模式
流化床研磨气流通常需要去除热能。降低温度的传统方法是使用两级压缩机,然而,由于压缩产生温度不稳定,也必须分一级或两级冷却。然后,释放的压缩热会消失。e-Jet®工艺依赖于单级压缩机,其中省去了冷却过程,因此没有能量损失,而是被充分利用。因此,这种方法的具体能源需求可以降低约30%,并节省运营成本。然而,必须指出的是,这种热气工艺仅适用于在高温下特性不会改变的产品。陶瓷材料属于这一类,这就是为什么大部分都可以用e-Jet®研磨。
s-Jet®的工艺模式
As indicated above, the product particles in the gas stream of jet mills are accelerated to jet velocity. The higher the velocity of the jet, the higher the impact energy of the particles. For this reason, the patented s-Jet® system uses superheated steam instead of compressed air to achieve a jet velocity of approx. 1200 m/s along with four times the applied energy. Consequently, particle finenesses into the nano range can be achieved, which until now was not possible using conventional jet mills. In addition to the jet velocity, the physical condition of the classifier wheel in the mill plays a role for achieving the final fineness. Since steam have a noticeably lower dynamic viscosity and a considerably higher sound velocity than air, the circumferential speed of the stream within the classifier wheel also increases along with the forces of acceleration effecting the product. This is decisive for the classification of particles in the submicron range and also for obtaining these finenesses when dry grinding.
如上所述,气流磨中的产品颗粒被气流加速到喷射速度。射流速度越高,粒子的冲击能量就越高。因此,获得专利的s-Jet®系统使用过热蒸汽代替压缩空气,以实现约1200 m/s的喷射速度和四倍的施加能量。因此,可以实现纳米级的颗粒细度,这是迄今为止使用传统气流磨无法实现的。除了射流速度外,磨机中分级轮的物理条件也对达到最终细度起着重要作用。由于蒸汽的动态粘度明显低于空气,声速明显高于空气,因此分级机叶轮内的蒸汽圆周速度也随着影响产品的加速力而增加。这对于亚微米范围内颗粒的分类以及在干磨时获得这些细度具有决定性作用。
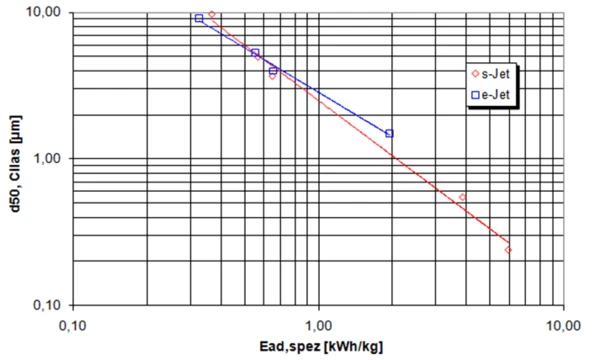
Figure 3 shows a comparison of both the e-Jet® and s-Jet® processes using silicon carbide as an example. By using steam, finenesses of less than 1 µm can be achieved and thus, in comparison to hot air, considerably finer particle sizes. In this example, the s-Jet® process is more energy efficient in the range of d50 < 5 µm, whereas the specific adiabatic energy requirement of the e-Jet® process is lower within the coarser range. This shows that both processes can be used efficiently, depending on the application and fineness requirements of ceramic materials.
图3显示了以碳化硅为例的e-Jet®和s-Jet®工艺的比较。通过使用蒸汽,可以实现小于1µm的细度,因此与普通气流相比,高温蒸汽研磨的粒径要小得多。在这个例子中,s-Jet®工艺在d50<5µm的范围内更节能,如果工艺有特定温度要求,目标细度在较粗的范围,则e-Jet®能耗更低。这表明,根据陶瓷材料的应用和细度要求,这两种工艺都可以有效地使用。
陶瓷材料应用示例
初始粒径为1-2mm的产品可以使用耐驰流化床气流磨加工。CGS型气流磨磨机可获得的理想产品细度范围约为d99=2-70µm,s-jet甚至能够生产d99<1µm的细度。此时,必须注意的是,最终细度始终取决于产品类型和单个物理特性的变化,如密度、粒径分布、断裂行为或形状。
表1和表2显示了陶瓷材料领域的几个产品示例。流化床气流磨的其他典型应用领域涉及对产品纯度有高要求的领域。流化床的自磨工艺无需研磨工具,并配有合适的机器和设备衬里作为耐磨保护,满足了这些要求。
表1:超高温蒸汽气流磨s-Jet®产品示例
| 产品示例 | 细度 d99 [µm] | 产量 [kg/h] | 设备型号 |
|---|---|---|---|
| Aluminum oxide 氧化铝 | 0.35 | 9.95 | s-Jet® 500 |
| Aluminum oxide 氧化铝 | 4.52 | 250 | s-Jet® 1000 |
| Aluminum oxide 氧化铝 | 82.7 | 902 | s-Jet® 500 |
| Boron nitride 氮化硼 | 0.77 | 5.80 | s-Jet® 500 |
| Boron nitride 氮化硼 | 2.78 | 6.43 | s-Jet® 150 |
| Chromium carbide 碳化铬 | 1.18 | 2.35 | s-Jet® 500 |
| Chromium carbide 碳化铬 | 6.52 | 62.6 | s-Jet® 500 |
| Ceramic pigment 陶瓷颜料 | 0.34 | 10.3* | s-Jet® 500 |
| Ceramic pigment 陶瓷颜料 | 3.09 | 158* | s-Jet® 500 |
| Ceramic pigment 陶瓷颜料 | 4.32 | 500* | s-Jet® 1000 |
| Silicon carbide 碳化硅 | 1.04 | 7.70 | s-Jet® 500 |
| Silicon carbide 碳化硅 | 43.2 | 230 | s-Jet® 500 |
| Zirconium oxide 氧化锆 | 0.59 | 10.5* | s-Jet® 500 |
| Zirconium oxide 氧化锆 | 8.53 | 105 | s-Jet® 500 |
*含分散剂
表2:气流磨CGS产品示例
| 产品示例 | 细度 [µm] | 产量 [kg/h] | 设备型号 |
|---|---|---|---|
| Dental ceramics 牙科陶瓷 | d50 2 - 35 | 150 | CGS 32 |
| Ceramic catalysts 陶瓷催化剂 | d90 10.0 | 30 | CGS 32 |
| Ceramic pigments 陶瓷颜料 | d99 9.1 | 535 | CGS 50 |
| Ceramic pigments 陶瓷颜料 | d95 5.2 | 900 | CGS 71 |
| Tungsten carbide 碳化钨 | d99 3.0 | 66 | CGS 50 |
Pamir - 干法球磨机
除气流磨外,研磨陶瓷物料还可以选用Pamir干法球磨机,它以非常好的细度和高生产率在低能耗下给客户留下深刻印象。与传统的球磨机不同,Pamir使用非常小的研磨介质运行,这要归功于耐驰开发并获得专利的分离系统,产生了更高的亚膜强度,从而可以将相对较粗的物料降低到极细的程度,同时降低能耗。根据产品的不同,结合分级机可以获得2µm以下的细度。Pamir的特定研磨腔能量(约400 kW/m³)远高于传统球磨机,而且占地面积更小。简单而坚固的设计允许快速更换研磨介质和搅拌元件,以便于维护和维修。
高效精细分级机CFS/HD-S的分级原理和作用
气流分级机利用两相流(气体和固体颗粒)中颗粒的空气动力学差异,根据其下降速度将其分离。以这种方式,获得粗粒组分和细粒组分。颗粒形状、粒径和密度等材料参数以及气流气分级机运行时的转速和流量等操作参数会显著影响该工艺的分级结果。不同下降速度的基本原理归因于两种力的平衡;第一个是引导细粒部分的阻力(受气流影响),第二个是引导粗粒部分的质量力(加速颗粒)。
耐驰高效细分级机CFS/HD-S包含一个动态分级机轮,可主动在气流上施加涡流,从而产生加速度,因此属于动态气流分级机的范畴。动态分级轮的优点是转速的可变性,允许设置大范围的分级,以及可产生的较高离心力,产生有效、精细的分级。
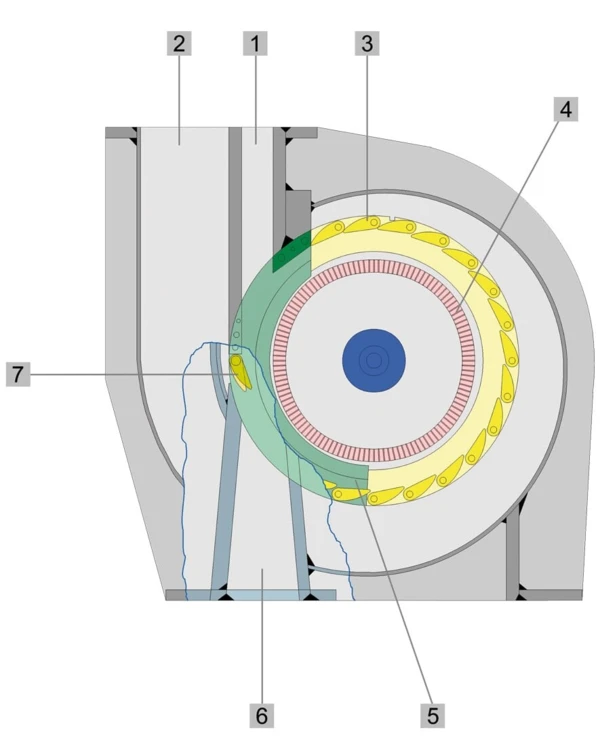
Figure 4 shows the mode of operation of the classifier. The product enters the 图4显示了分级机的操作模式。产品通过进料管(1)从上方进入机器。所需的工艺空气通过第二端口供应(2),流经静态导叶环(3),将进料极细地预分散并提供给分级轮(4)。细粒产品通过其中心离开分级机室,粗粒材料被分级机轮排出,然后被机器后部的螺旋形机器外壳(5)向下(6)移除。对于难以分离的应用,粗料的排放可以通过所谓的粗料挡板(7)的位置直接调节。耐驰分级机和磨机中安装的同时旋转浸没管是有效消除超大颗粒的重要设计特征。
在需要极高细度的应用灵越,可使用耐驰专利ConVor分级轮。ConVor轮在轮内具有恒定的径向速度,因此与传统的斗轮空气分级机相比,可以在更精细地进行分级。这种分级轮设计的另一个积极影响是显著降低了压力损失,这在设计分级设备时为设备组件的采购带来了显著的优势。
陶瓷材料应用示例
耐驰高效精细分级机CFS/HD-S的主要任务是对研磨产品进行除尘,或为本身无法限制最大粒径的工艺(如球磨机)去除不需要的粒径。表3显示了陶瓷材料领域的一些产品示例。
表3:分级机CFS/HD-S的产品示例
| 产品示例 | 应用 | 细度 [µm] | 粗组分细度 [µm] | 设备尺寸 | 进料速度 [kg/h] |
|---|---|---|---|---|---|
Aluminum oxide 氧化铝 | Dust separation 除尘 | d10 41 d99 161 | CFS 340 HD-S | 4400 | |
Glass frits 玻璃料 | Extraction of fines 提取细粒 | d90 6.6 | CFS 85 HD-S | 200 | |
Hard materials 硬质材料 | Extraction of fines 提取细粒 | d97 2.1 | CFS 8 HD-S | 27 | |
Tungsten carbide 碳化钨 | Dust separation 除尘 | d10 8.5 d90 20 | d10 12 d90 25 | CFS 8 HD-S | 50 |

图5显示了使用CFS/HD-S限制最大粒径的典型示例。该示例显示了一个用于研磨陶瓷颜料的生成系统,该系统将精细分级机CFS 170 HD-S与耐驰Pamir 300干式搅拌球磨机相结合。该装置由一个定量螺杆和旋转阀组成,用于持续进料,研磨机和分级机,一个用于将最终产品与输送气体分离的除尘器,以及产生气流的鼓风机。集成分级机在系统中,可以根据产品要求放置在磨机之前或之后。
磨损保护
在研磨和分级硬质材料时,耐磨保护的概念至关重要。特别是分级轮,作为气流磨和气流分级机中唯一的旋转部件,受到的磨损量最大,特别是在高转速下,并且由于与产品的接触。为此,耐驰开发了由硬金属、锆或氧化铝制成的特殊分级轮设计。分级轮可以作为实心全陶瓷部件,带有实心陶瓷叶片环或可单独更换的陶瓷叶片。为了保护机器外壳或细粒出口,根据机器的尺寸和工艺要求,有几种变体可供选择。一个例子是膨胀室的衬里,由钢或不锈钢制成的插入物组成,易于清洁,因此有利于粘合材料。在高达60°C的温度下加工时,最常见的外壳衬里解决方案是聚氨酯;对于更高的温度,标准是粘结瓷砖或模制陶瓷部件。此外,还可以使用由氧化铝制成的等离子或粉末涂料等特殊设计。