Herstellung und Anwendung von Hochleistungskeramiken
Unter keramischen Werkstoffen versteht man üblicherweise aus nichtmetallischen, anorganischen Komponenten aufgebaute Stoffe. Neben den schon lange bekannten keramischen Erzeugnissen, wie z.B. Steinzeug, Ton und Porzellan, sind mittlerweile keramische Werkstoffe auf der Basis bestimmter Oxide, Carbide, Nitride und Boride entwickelt und modifiziert worden, die unter dem Begriff Hochleistungskeramik zusammengefasst werden.
Hochleistungskeramik kommt aufgrund seiner einzigartigen Materialeigenschaften immer dann zum Einsatz, wenn hohe Anforderungen an Härte, Abrieb, Verschleißschutz, Korrosionsschutz oder Druckfestigkeit gestellt werden. Nicht umsonst gelten technische Keramiken zu den leistungsfähigsten Werkstoffen unserer Zeit und verdrängen herkömmliche Werkstoffe in den unterschiedlichsten Bereichen des Maschinenbaus, der industriellen Produktion sowie in Hightech-Anwendungen.
Die wichtigsten Verfahrensschritte zur Herstellung von Hochleistungskeramiken sind unter anderem die Pulverherstellung und Pulveraufbereitung. Hier kommt aufgrund der hohen Härte und Abrasivität dieser Materialien das Mahlprinzip der Gegenstrahlmahlung zum Einsatz, mit welchem Pulver hoher Feinheit und mit exakter Oberkornbegrenzung hergestellt werden können. Um eine möglichst effiziente Leistungs- bzw. Feinheitssteigerung zu erreichen, kann bei der Strahlmahlung mit Heißgas oder trockenem überhitzten Dampf gearbeitet werden. Bereits gemahlene Produkte können durch Feinstklassierung auf einem Windsichter von nicht erwünschten Feinanteilen befreit oder auf ein gezieltes Oberkorn begrenzt werden.
Prinzip der Strahlmahlung und Funktion der Fließbettgegenstrahlmühle CGS
Die Umfangsgeschwindigkeit von Prallmühlen reicht mit 75 bis 150 m/s für das Feinstmahlen von mittelharten bis harten Produkten durch Prallbeanspruchung oft nicht aus. In Strahlmühlen lassen sich durch Beschleunigung der Teilchen in Gasstrahlen höhere Geschwindigkeiten erzielen. Durch Entspannen von Mahlgas über Laval-Düsen in ein Produktfließbett werden Geschwindigkeiten der Mahlgutteilchen bis 600 m/s erreicht, mit Dampf sogar bis 1200 m/s.
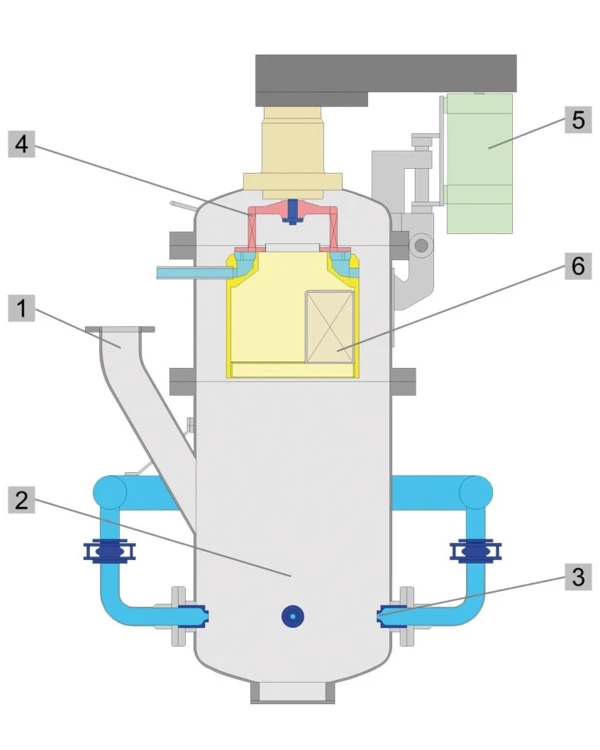
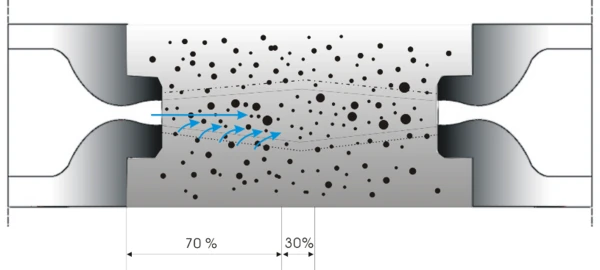
Das Mahlgut wird mittels einer Taktschleuse über einen Produktaufgabestutzen (1) in die Mühle gegeben (Bild 1). In der Nähe des Mühlenbodens sind Mahldüsen (3) am Umfang der Mahlkammer angebracht, die komprimiertes Gas horizontal in das Zentrum der Mahlkammer (2) einblasen. Im Mahlraum bildet sich ein Produktfließbett, welches durch die Gasstrahlen fluidisiert wird. Mahlgutpartikel werden in den Gasstrahlen auf hohe Geschwindigkeiten beschleunigt, treffen dort aufeinander und werden dabei zerkleinert (Bild 2).
Am Mühlenkopf ist ein vertikal gelagertes Sichtrad (4) integriert, durch welches das mit Mahlgut beladene Mahlgas tritt und die Feststoffpartikel gesichtet werden. Zu grobe Teilchen werden vom Sichtrad abgewiesen und gelangen zurück ins Fließbett um dort erneut beansprucht zu werden. Die Produktfeinheit lässt sich dabei über die Veränderung der Sichtraddrehzahl mittels eines frequenzgeregelten Antriebsmotor (5) einstellen. Am Feingutaustritt (6) nach dem Sichtrad befindet sich eine Expansionskammer zur Reduzierung der Strömungsgeschwindigkeiten bzw. den damit einhergehenden Verschleiß und zur Realisierung eines drallfreien Austritts aus der Mühle. Das fein gemahlene Produkt wird nach der Mühle über einen Zyklon oder Staubfilter vom Mahlgas getrennt.
Betriebsarten der Strahlmühle
In der Regel arbeitet man bei mittelharten bis harten Produkten mit Mahlluftdrücken zwischen 6 und 10 bar(ü), bei einigen speziellen Anwendungen hat es sich allerdings als günstig erwiesen, im Niederdruckbereich bei ca. 2,5 bis 3,5 bar(ü) zu arbeiten. Hierfür nutzt man einen einstufigen Druckluftkompressor, bei dem man zusätzlich auf den Kühlungsprozess verzichten kann, um bei einer Temperatur von bis zu 220 °C die Energie für die Zerkleinerung zu nutzen.
Mahlverfahren e-Jet®
Bei der Zerkleinerung im Produktfließbett wirkt adiabate Strahlenergie. Als herkömmliche Methode zur Erzeugung der adiabaten Energie gilt die Verwendung von zweistufigen Kompressoren, die allerdings aufgrund der temperaturunbeständigen Kompressionsstufen auch ein- bzw. zweistufig gekühlt werden müssen. Die abgegebene Verdichtungswärme geht dabei für immer verloren. Beim e-Jet®Verfahren setzt man auf einstufige Kompressoren, bei denen auf den Kühlungsprozess verzichtet wird und somit keine Energie verloren geht, sondern diese vielmehr im vollen Umfang genutzt wird. Mit dieser Methode lässt sich der spezifische Energiebedarf um ca. 30 % senken und damit Betriebskosten sparen. Zu beachten ist jedoch, dass dieses Heißgasverfahren nur für solche Produkte eingesetzt werden kann, die ihre Produkteigenschaften unter hohen Temperaturen nicht verändern. Keramische Werkstoffe gehören zu dieser Produktkategorie, weshalb das e-Jet®Verfahren für die meisten Materialien eingesetzt werden kann.
Dampfstrahlmahlung s-Jet®
Wie bereits erwähnt, werden in Strahlmühlen die Mahlgutpartikel in den Gasstrahlen bis auf Strahlgeschwindigkeit beschleunigt. Je höher also die Strahlgeschwindigkeit ist, desto höher ist auch die Stoßenergie der Partikel. Aus diesem Grund wird beim patentierten s-Jet®System überhitzter Wasserdampf anstelle von Druckluft eingesetzt, um eine Strahlgeschwindigkeit von etwa 1200 m/s und damit einhergehenden vierfachen Energieeintrag zu erreichen. Somit lassen sich Partikelfeinheiten bis in den Nanobereich erzielen, die bislang durch herkömmliche Strahlmahlung nicht möglich waren. Für die Endfeinheit spielen neben der Strahlgeschwindigkeit aber noch die physikalischen Verhältnisse am, in der Mühle integrierten, Sichtrad eine Rolle. Da Wasserdampf eine deutlich niedrigere dynamische Viskosität und eine deutlich höhere Schallgeschwindigkeit als Luft aufweist, steigt auch die mögliche Umfangsgeschwindigkeit der Strömung innerhalb eines Sichtrades und damit auch die Beschleunigungskräfte, die auf das Sichtgut einwirken. Dies ist entscheidend für die Sichtung von Partikel im Submikronbereich und somit die Darstellung dieser Feinheiten in der Trockenvermahlung.
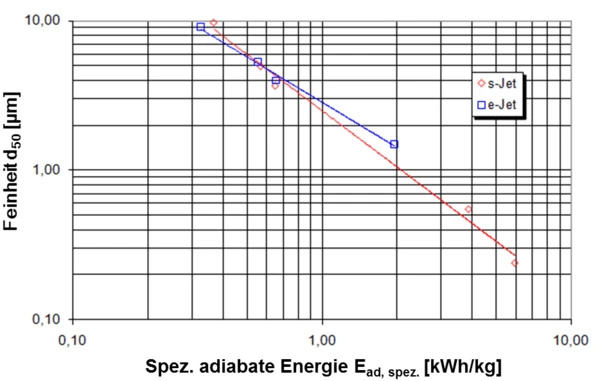
Abbildung 3 zeigt den Vergleich der beiden Verfahren e-Jet®und s-Jet® am Beispiel von Siliziumcarbid. Durch die Verwendung von Dampf können Feinheiten unter 1 µm und damit im Vergleich zur Heißluft, deutlich feinere Partikelgrößen erreicht werden. Energetisch günstiger ist in diesem Beispiel im Bereich d50 < 5 µm das s-Jet® Verfahren, während im gröberen Partikelgrößenbereich der spezifische adiabate Energiebedarf im e-Jet®Betrieb niedriger ist. Dies zeigt, dass beide Verfahren je nach Anwendungsfall und Feinheitsanforderungen bei der Zerkleinerung von keramischen Werkstoffen effizient eingesetzt werden können.
Anwendungsbeispiele im Bereich keramischer Werkstoffe
Auf der NETZSCH Fließbettstrahlmühle können Produkte mit einer Ausgangskorngröße von 1-2 mm vermahlen werden. Die zu erreichenden Produktfeinheiten liegen bei der Luftstrahlmühle CGS im Bereich von ca. d99 = 2-70 µm, auf der Dampfstrahlmühle s-Jet®können sogar Feinheiten von d99 < 1 µm erreicht werden. Hier ist zu beachten, dass die Endfeinheit immer produktabhängig ist und je nach physikalischen Eigenschaften wie zum Beispiel Dichte, Größenverteilung, Bruchverhalten oder Form, variieren kann.
In Tabelle 1 und 2 sind einige Produktbeispiele aus dem Bereich der keramischen Werkstoffe aufgeführt. Andere typische Anwendungsgebiete der Fließbettstrahlmühlen liegen in Bereichen in denen hohe Anforderungen an Kontaminationsfreiheit bzw. Produktreinheit bestehen. Durch die autogene Vermahlung im Fließbett ohne verschleißende Mahlwerkzeuge und mit entsprechender Maschinen- und Anlagenauskleidung zum Verschleißschutz lassen sich diese Anforderungen einhalten.
Tabelle 1: Produktbeispiele Dampfstrahlmühle s-Jet®
| Produktbeispiel | Endfeinheit d99 [µm] | Durchsatz [kg/h] | Baugröße |
|---|---|---|---|
| Aluminiumoxid | 0,35 | 9,95 | s-Jet® 500 |
| Aluminiumoxid | 4,52 | 250 | s-Jet® 1000 |
| Aluminiumoxid | 82,7 | 902 | s-Jet® 500 |
| Bornitrid | 0,77 | 5,80 | s-Jet® 500 |
| Bornitrid | 2,78 | 6,43 | s-Jet® 150 |
| Chromcarbid | 1,18 | 2,35 | s-Jet® 500 |
| Chromcarbid | 6,52 | 62,6 | s-Jet® 500 |
| Keramisches Pigment | 0,34 | 10,3* | s-Jet® 500 |
| Keramisches Pigment | 3,09 | 158* | s-Jet® 500 |
| Keramisches Pigment | 4,32 | 500* | s-Jet® 1000 |
| Siliciumcarbid | 1,04 | 7,70 | s-Jet® 500 |
| Siliciumcarbid | 43,2 | 230 | s-Jet® 500 |
| Zirkonoxid | 0,59 | 10,5* | s-Jet® 500 |
| Zirkonoxid | 8,53 | 105 | s-Jet® 500 |
*mit Dispergierhilfsmittel
Tabelle 2: Produktbeispiele Luftstrahlmühle CGS
| Produktbeispiel | Endfeinheit [µm] | Durchsatz [kg/h] | Baugröße |
|---|---|---|---|
| Dentalkeramik | d50 2 - 35 | 150 | CGS 32 |
| Keramikkatalysatoren | d90 10,0 | 30 | CGS 32 |
| Keramisches Pigment | d99 9,1 | 535 | CGS 50 |
| Keramisches Pigment | d95 5,2 | 900 | CGS 71 |
| Wolframcarbid | d99 3,0 | 66 | CGS 50 |
Pamir - Trockene Rührwerkskugelmühle
Eine weitere Möglichkeit zur Zerkleinerung keramischer Rohstoffe neben der Strahlmahlung ist die trockene Rührwerkskugelmühle Pamir, die mit sehr hohen Feinheiten und hohen Durchsatzleistungen bei gleichzeitig niedrigem spezifischen Energieverbrauch überzeugt. Anders als bei herkömmlichen Kugelmühlen arbeitet die Pamir dank des von NETZSCH entwickelten und patentierten Trennsystems mit sehr kleinen Mahlkörpern. Dadurch ergibt sich eine höhere Beanspruchungsintensität. So können auch vergleichsweise grobe Aufgabeprodukte mit niedrigem Energieaufwand äußerst fein gemahlen werden. In Kombination mit einem Sichter sind produktabhängig Feinheiten kleiner 2 µm darstellbar.
Die spezifische Mahlraumenergie der Rührwerkskugelmühle Pamir ist mit ca. 400 kW/m3 um ein Vielfaches höher als bei herkömmlichen Kugelmühlen und schlägt sich in kleineren Grundflächen und Fundamenten nieder. Ihre einfache und robuste Ausführung erlaubt einen schnellen Wechsel von Mahlkörpern und Rührelementen und erleichtert so Wartung und Service.
Prinzip der Sichtung und Funktion des Hochleistungsfeinstsichters CFS/HD-S
Ein Windsichter nutzt die aerodynamischen Unterschiede von Partikeln in einer zweiphasigen Strömung (Gas und Feststoff), um sie nach Ihrer Sinkgeschwindigkeit zu trennen. Damit erhält man eine Grobgut- und eine Feingut-Fraktion. In diesem Prozess beeinflussen Materialparameter wie beispielsweise Kornform, Korngröße, und Dichte als auch Betriebsparameter wie Drehzahl und Volumenstrom mit denen der Windsichter betrieben wird, maßgeblich das Trennergebnis. Das Grundprinzip der unterschiedlichen Sinkgeschwindigkeit geht auf ein Kräftegleichgewicht von zwei Kräften zurück. Dies ist zum einen die Schleppkraft (Einfluss des strömenden Gases) in Richtung der feinen Fraktion und zum anderen die abweisende Kraft (Beschleunigung der Partikel) in Richtung der groben Fraktion.
Der NETZSCH Hochleistungsfeinstsichter CFS/HD-S enthält ein dynamisches Sichtrad, um der Strömung aktiv einen Wirbel aufzuzwingen, der eine Beschleunigung erzeugt und gehört somit zur Kategorie der dynamischen Windsichter. Vorteile von dynamischen Sichtern sind die Variabilität der Drehzahl, mit der ein großer Trennbereich eingestellt werden kann und die hohe erzeugbare Abweisekraft, die im Kräftegleichgewicht zu einer effektiven und feinen Trenngrenze führt.
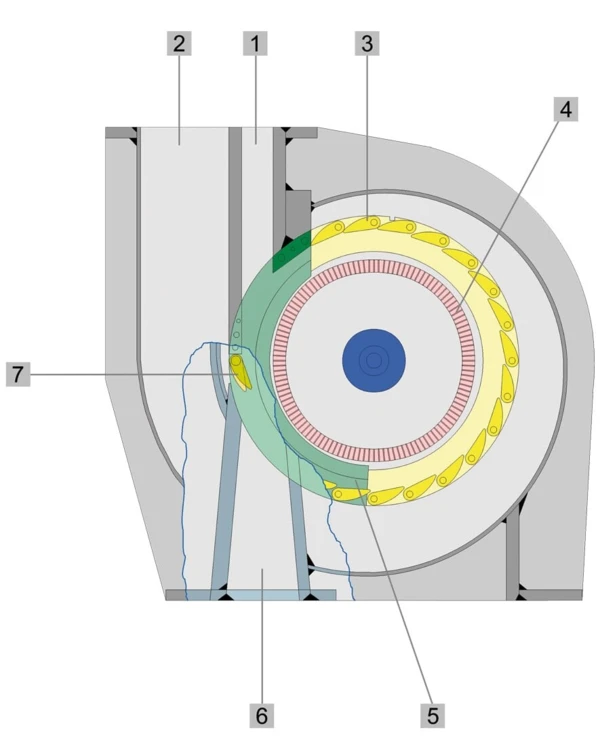
Abbildung 4 zeigt die Funktionsweise des Sichters. Das Produkt wird über einen Stutzen von oben in die Maschine aufgegeben (1). Über einen zweiten Stutzen wird die notwendige Prozessluft zugeführt (2), die beim Durchströmen eines statischen Leitschaufelkorbes (3) das Aufgabegut extrem fein vordispergiert und dem Sichtrad (4) anbietet. Das Feingut verlässt den Sichtraum durch das Zentrum des Sichters, die Grobpartikel werden vom Sichtrad abgewiesen und durch das schraubenförmig ausgebildete Maschinengehäuse (5) auf der Rückseite nach unten ausgetragen (6). Der Austrag des Grobgutes kann über die Stellung der sogenannten Grobgutklappe (7) bei schwierigen Trennaufgaben gezielt geregelt werden. Ein wichtiges konstruktives Merkmal, das in NETZSCH Sichtern und Mühlen Anwendung findet, ist das in den Sichterrädern eingebaute mitrotierende Tauchrohr zur wirksamen Vermeidung von Spritzkorn.
In Bereichen, in denen extreme Feinheiten gefordert werden, wird das patentierte Sichtrad ConVor eingesetzt, welches eine konstante Radialgeschwindigkeit im Inneren des Rades aufweist und somit eine Trennung in weit feineren Bereichen möglich ist als mit herkömmlichen Schaufelradwindsichtern. Ein weiterer positiver Effekt dieser Sichtradkonstruktion ist ein deutlich verringerter Druckverlust, durch den bei der Auslegung einer Sichtanlage wesentliche Vorteile in der Beschaffung der Anlagenkomponenten entstehen.
Anwendungsbeispiele im Bereich keramischer Werkstoffe
Der NETZSCH Hochleistungsfeinstsichter CFS/HD-S wird hauptsächlich zur Entstaubung von gemahlenen Produkten oder zur Beseitigung von unerwünschtem Oberkorn, bei Prozessen die über keine genaue Oberkornbegrenzung verfügen (z. B. Kugelmühle), eingesetzt. In Tabelle 3 sind einige Produktbeispiele aus dem Bereich der keramischen Werkstoffe aufgeführt.
Tabelle 3: Produktbeispiele zur Sichtung auf dem CFS/HD-S
| Produktbeispiel | Aufgabenstellung | Feingut [µm] | Grobgut [µm] | Baugröße | Aufgabeleistung [kg/h] |
|---|---|---|---|---|---|
| Aluminiumoxid | Entstaubung | d10 41 d99 161 | CFS 340 HD-S | 4400 | |
| Glasfritten | Feinguterzeugung | d90 6,6 | CFS 85 HD-S | 200 | |
| Hartstoffe | Feinguterzeugung | d97 2,1 | CFS 8 HD-S | 27 | |
| Wolframcarbid | Entstaubung | d10 8,5 d90 20 | d10 12 d90 25 | CFS 8 HD-S | 50 |

Ein typisches Beispiel zur Oberkornbegrenzung mit dem CFS HD/S ist in Abbildung 5 dargestellt. Sie zeigt eine Mahlanlage mit der trockenen Rührwerkskugelmühle NETZSCH Pamir 300, in diesem Beispiel zur Zerkleinerung von keramischen Pigmenten, und dem Feinstsichter CFS 170 HD-S. Die Anlage besteht aus einer Dosierschnecke und Zellenradschleuse zur gleichmäßigen Materialzuführung, Mühle und Sichter, abreinigbarem Produktabscheidefilter zur Trennung des Endproduktes vom Transportgas und Anlagengebläse zur Erzeugung der Prozessluft. Der Windsichter ist inline in die Anlage integriert und kann je nach Produktanforderung vor oder nach der Mühle in den Prozess eingebunden werden.
Verschleißschutz
Bei der Vermahlung und Sichtung von harten Materialien sind Verschleißschutzkonzepte unerlässlich. Speziell das Sichtrad, als einziges rotierendes Teil in Mühle und Windsichter, ist vor allem bei hohen Drehzahlen, aufgrund des Produktkontaktes, dem höchsten Verschleiß ausgesetzt. Hierfür hat NETZSCH spezielle Sichtradausführungen aus Hartmetall, Zirkon- oder Aluminiumoxid entwickelt. Je nach Maschinengröße kann das Sichtrad als SolidBody Vollkeramikteil, mit massivem Keramikschaufelring oder einzelnen austauschbaren Keramikschaufeln ausgeführt werden. Zum Schutz des Maschinengehäuses bzw. des Feingutaustritts gibt es mehrere Varianten, die je nach Maschinengröße und Prozessbedingungen zum Einsatz kommen können. Beispielsweise ist für die Auskleidung des Feinguttopfes ein Einsatz aus Stahl oder Edelstahl möglich, der sehr gut zu reinigen ist und somit bei klebrigen Materialien von Vorteil ist. Die gängigste Lösung der Gehäuseauskleidung ist bei Prozesstemperaturen bis 60°C das Auskleiden mit Polyurethan. Bei höheren Temperaturen arbeitet man standardmäßig mit geklebten Kacheln oder Formteilen aus Keramik. Dabei sind spezielle Ausführungen wie Plasma- oder Pulverbeschichtungen aus beispielsweise Aluminiumoxid verfügbar.