Production of 18 μm Cocoa Liquor with two Grinding Steps, only and Iron Content < 150 mg/kg
To produce chocolate with high cocoa content, cocoa liquor with chocolate fineness of 18 μm is added directly into the conche.
Stand of the art to achieve this fineness is a three or even four stage grinding process, consisting of one pre-grinder (mostly beater blade mill) followed by two or even three vertical agitator ball mills. Due to the low throughput, which is necessary to achieve the high fineness, there is high wear in the ball mills with the consequence of high iron contamination in the product.
In contradiction the new developed two-stage Tango® process, consisting of one MasterNibs, one pump and one horizontal agitator ball mill. Cocoa liquor, coming out of the MasterNibs, is pumped directly into the horizontal MasterRefiner, where it is ground to end fineness.
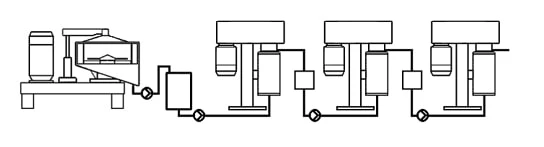
Advantages
- Less components to be maintained
- Less electrical installation
- Less pipes
- Less space required
- Good access for maintenance and cleaning


Cocoa Liquor Endfineness Produced with the Tango®-Systems
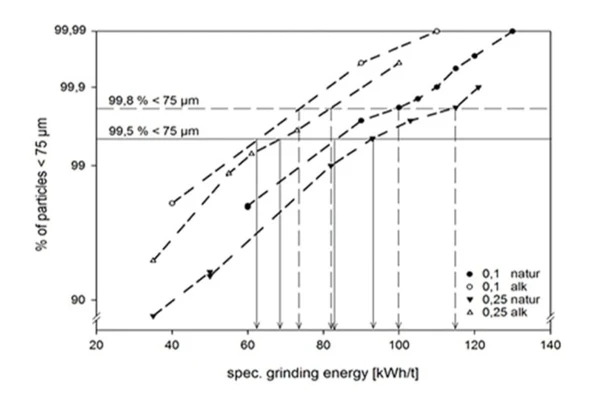
Fig. 4 shows the cocoa liquor end fineness in % < 75 μm produced on a Tango®-line as a function of the required energy input. Alkalized and natural cocoa nibs were pre-ground with 2 different fineness.
To produce a standard liquor with 99,5% < 75 μm the specific energy input is 85 kWh/t to 95 kWh/t. To produce a fineness of 100% < 50 μm the specific energy input is 135 kWh/t.
Use of finer screens decreases the total energy consumption
The fineness of the pre-ground cocoa liquor is determined by the gap size of the slotted screen. The gap sizes are graded in 50 μm steps, starting from 100 μm as the finest screen up to 350 μm. The use of a 100 μm screen saves between 10 percent and 15 percent energy consumption compared to the use of a 250 μm screen.
Correlation between energy consumption, wear and metal contamination
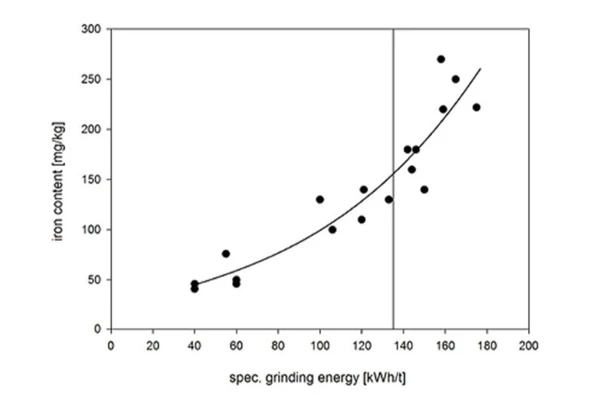
Increased energy consumption correlates with significant higher wear and consequently release of metals into the product. The exponential increase of the iron content with rising energy input is shown in fig. 5. Iron is exemplary for all metals, which are transferred into the cocoa liquor during grinding.
All values >135 kWh/t with iron contents of 280 mg/kg are related to grinding lines with two or even three agitator ball mills for fine grinding.
How is the required energy input and iron transfer broken down?
The energy consumption for pre-grinding on MasterNibs beater blade mills is 40 kWh/t - 60 kWh/t, depending on the fineness of the screen. The energy consumption for fine-grinding on MasterRefiner agitator ball mill is 40 kWh/t - 80 kWh/t, depending on the required end fineness.
The iron content increases according to fig. 5 from 50 mm/kg after pre-grinding to 150 mg/kg after fine-grinding.
Together with the cocoa liquor iron and other metals are transferred into the chocolate. Following metal contaminations were detected in several chocolates with cocoa contents between 43 and 73 percent.
| Iron: | 51 mg/kg - 160 mg/kg |
| Chromium: | 0.6 mg/kg - 3.35 mg/kg |
| Cobalt: | 0.16 mg/kg - 0.91 mg/kg |
| Tungston: | 0.14 mg/kg - 1.64 mg/kg |
According to article 3 in regulation 1935/2004 materials and articles intended to come into contact with food shall be manufactured in compliance with good manufacturing practice so that they do not transfer their constituents to food in quantities which could endanger human health.
For the determination of which quantities could endanger human health, the EDQM (European Directorate for the Quality of Medicines & Health Care) has published several limit values, the SRL Specific Release Limits, in mg per kg of food of various metals and alloy constituents.
| Metal | SRL - Specific Release Limits in mg/kg food | Detected amounts in mg/kg chocolate | Exceedance factor of SRL |
|---|---|---|---|
| Iron | 40 | 51 - 160 | 3.5 - 4 |
| Chromium | 0.25 | 0.6 - 3.35 | 2.5 - 13 |
| Cobalt | 0.02 | 0.16 - 0.91 | 8 - 45 |
| Tungsten | No limit published | 0.14 - 1.64 |
- The quantities detected exceeded the limit values SRL
- The exceeding factor of 3.5 to 4 for iron is still in the lower range.
- The limit value for cobalt is exceeded by a factor between 8 and 45 and is the most significant.
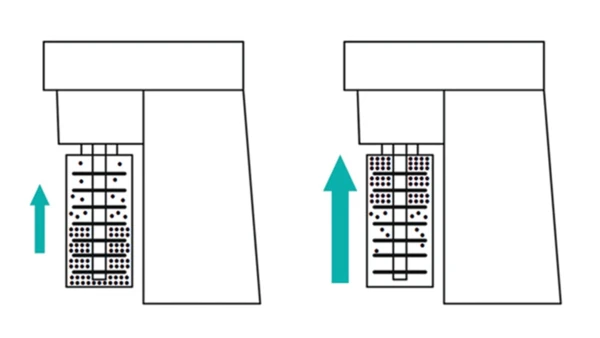
Reasons for the higher energy consumption of agitator ball mills with consequent metal contamination
In case of low product flow and in combination with gravity, the grinding balls will compact in the bottom zone of the grinding vessel of the vertical agitator ball mills.
Friction between the balls, the grinding arms, and the grinding tank, generates significant wear. This leads to high energy consumption and high iron contamination in the extra fine cocoa liquor. Increased wear at the bottom part of the grinding vessel of vertical agitator ball mills is a well known, visible phenomenon.
In case of replacing the steel grinding arms by hard metal ones, tungsten and cobalt are transferred into the cocoa liquor. In contrast to this, there is a homogenious ball distribution in horizontal agitator ball mills.
Conclusion
The special design of the MasterNibs beater blade mills allows an easy exchange of the beater blades within half an hour. Due to the possibility to turn the rotor out of the hot grinding vessel, the beater blades can be exchanged immediately without waiting time for cooling down.
Due to the short down time, it is not necessary to use hard metal instead of steel beater blades. This prevents the transfer of tungsten and cobalt into the cocoa liquor.
The higher cooling surface of the mill bottom gives the possibility to install screens with smaller gap sizes. This saves between 10 and 15 percent energy consumption.
The horizontal grinding chamber of MasterRefiner saves about 40 percent energy consumption. Consequently 38 percent less iron is transferred into the cocoa liquor.