导言
钕铁硼磁铁(Nd-Fe-B)是一种所谓的稀土磁铁,具有极高的能量密度。因此,在电动汽车和微型化时代,特别是在需要低体积、低重量的强磁场的应用领域,它们的重要性与日俱增。人们越来越重视节约原材料资源、减轻驱动装置重量和延长永磁体的使用寿命。例如,使用钕铁硼磁铁可以实现传感器技术的小型化。在发动机结构中使用钕铁硼磁铁可以减小组件的尺寸,从而减少体积和重量。这样,除其他外,还可以使用能量密度更高的磁体制造出更小和/或更大功率的高效电机。

通过使用颗粒更细的结构,在烧结过程中获得均匀的晶粒生长,有可能进一步改进目前正在制造的磁体。较细颗粒的结构可增加矫顽力场强度,而较粗的结构则由于其更好的取向行为而有助于获得高剩磁。这意味着所使用的稀土粉末必须具有尽可能窄的粒度分布。最细(< 2 µm)和最粗(> 8 µm)颗粒比例尽可能低的窄粒度分布是最理想的。烧结条件对磁铁的质量也起着决定性作用,必须仔细优化。在加工过程中,使用清洁的原材料和理想的惰性条件以将污染控制在最低限度也同样重要。
耐驰的解决方案
带集成动态分级轮的螺旋气流磨m-Jet
耐驰研发了一种专门用于研磨稀土合金的新型研磨机。
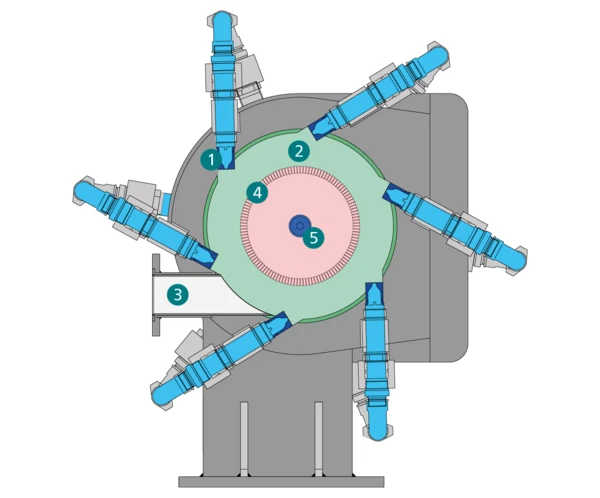
m-Jet (图 1)结合了流化床气流磨和螺旋气流磨的优点,因此是研磨稀土粉末的理想磨机。将螺旋气流磨与动态分级轮相结合,可以获得不受气体喷射负荷影响的可再现的产品质量。
研磨气体通过一个环形的研磨气体分配系统和喷嘴(1)被输送到研磨腔(2),并在此膨胀,形成高速喷流。待磨产品通过喷射器切向进入研磨腔 (2),或通过连接件 (3) 以重力方式通过锁链进入研磨腔 (2),在这里被气体射流吸收、加速并通过颗粒间的撞击进行研磨。然后,受力颗粒随研磨气体被输送到分级轮 (4)。分级轮由无级变速电机驱动。符合设定条件的精细产品随膨胀气体(5)排出磨机;过粗的产品则返回到喷射区域再次受到冲击。产品在研磨室中的圆周运动有利于喷射器装载物料颗粒。
由于设计上的差异,m-Jet 研磨阶段的产品含量比相关流化床气流磨低 20 到 25 倍。因此,在设备启动和停止时,生产能力,特别是粒度分布几乎不会发生波动。不会对单个合金成分进行选择性研磨(图 2)。

与流化床气流磨相比,m-Jet 的另一个优点是可以自动剔除难以研磨的成分或转用其他产品。在磨机运行过程中,可直接从腔体中清除不需要的成分(图 3)。这只需要几秒钟的时间。磨机中的超压可确保难磨成分被输送到过滤器中。这样,通过改变磨机外壳中出料管的位置,就可以绕过分级轮。通过定量给料的占空比,可以确定难磨成分对生产能力的影响。当达到一定值时,产品就会被剔除。这样,就绝对不会出现因产品粗颗粒和/或难磨成分污染产品输送管道的问题。由于研磨室的容积很小,在产品更换过程中产生的粉末损耗极低。

通过精细分级工艺生产钕铁硼粉末
研磨后的稀土粉末中不受欢迎的细小馏分可通过分级分离出来。惰性条件下的分级可以在线或离线进行。为此,有两种基本设备和分级系统可供选择。离线分级可使用耐驰高分散分级机m-Class ,在线分级可使用超细分级机InlineStar M。这两种分级机都针对稀土粉末的分级进行了优化。耐驰已经申请了稀土粉末下游分级研磨工艺的专利。
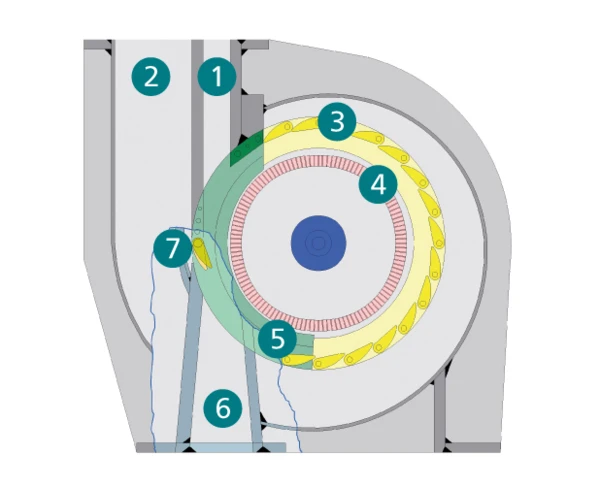
离线分级时,产品通过定量装置和产品进料装置(1)从上方进入分级机。必要的工艺气体通过分级气体入口(2)供应。工艺气体通过静态导叶环(3)的大量可调节导叶间隙,将进料产品彻底分散,然后提供给分级轮(4)。在这里,根据设定的分级速度(无级可调)对粗细产品进行分离。细粒 "通过安装在分级机中心水平轴上的分级轮离开机器。"粗颗粒 "被分级轮剔除,并通过机壳下侧的粗产品出口(6)从后部排出。通过调节所谓的粗产品挡板 (7),可以调节粗产品的排放,以影响粗产品的 "纯度"。
通过后续的分级步骤,首次生产出了无不良细粒或无粗粒的钕铁硼粉末。如果对产品进行两次分级,就可以根据需要消除细粒和粗粒,从而使粉末的粒度分布完全适合特定应用。
稀土粉末分级工艺及其后续对钕铁硼磁体性能的影响
通过在研磨后进行分级,可以有意识地从研磨产品中去除不需要的细颗粒或粗颗粒。通过改变分级机的转速或通过分级机的气体流量,可以分离出所需数量的细小颗粒。其中一个决定性因素是产品在气流中的极佳分散性。必须保证这一点,这样分级机才能干净利落地选择颗粒,从而获得最佳产量和陡峭的粒度分布。
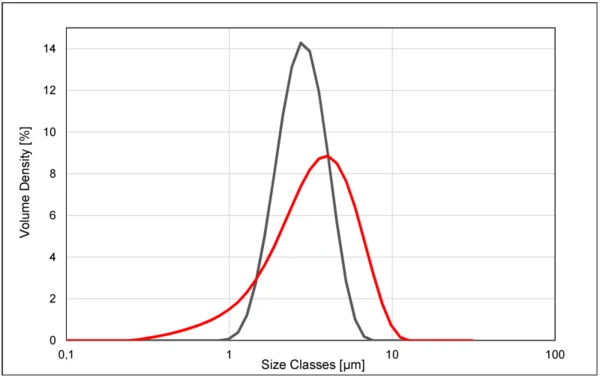
图 5 显示了只经过研磨的产品和经过分级的产品在粒度分布上的差异。d10 值从 1.54 微米增加到 2.03 微米。分级前,小于 1 微米的最细颗粒比例约为 2.8%,分级后几乎为 0.00%。

近年来,还引入了所谓的 "靶式气流磨 "来研磨钕铁硼粉末。与传统的靶磨机相比,在m-Jet 磨机上生产的样品(随后在m-Class 上进行分级)的 PSD 宽度明显不同(图 6)。
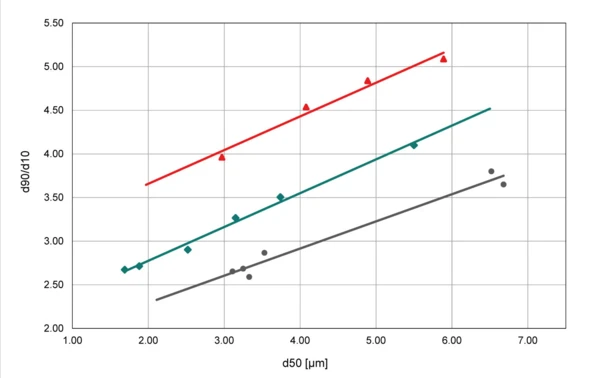
为了比较 d90/d10 比率,对不同 d50 值的样品进行了研磨,然后进行了分级。结果表明,分类样品的 d90/d10 值大大优于只经过研磨的样品。当 d50 值为 3.0 µm 时,d90/d10 值为 2.6。与此相比,对于相同 d50 的未分级产品,使用m-Jet 或传统流化床气流磨的结果为 3.2。目标气流磨的结果约为 d90/d10 = 4.1,因此几乎是经过研磨和分级的粉末的两倍(图 7)。
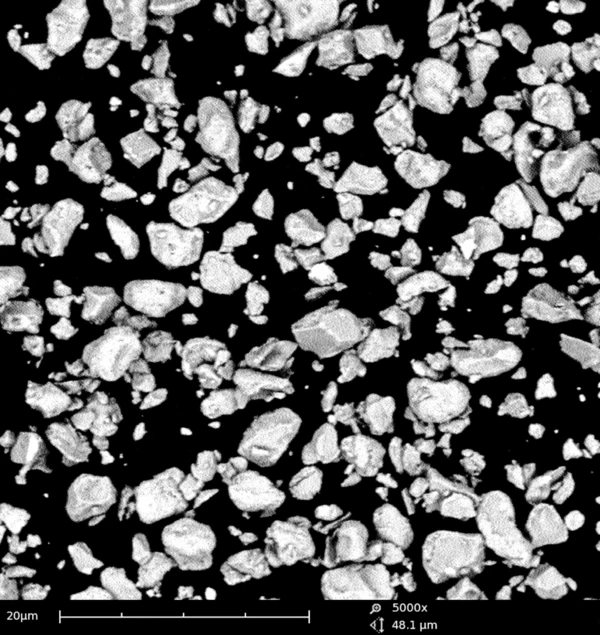
通过观察研磨粉末与研磨并分级的钕铁硼粉末在 REM 图像上的差异,也可以更清楚地了解这一点。图 8 显示的是研磨粉末的图像,其细小部分清晰可辨;图 9 显示的是经过分级的样品,其细小部分几乎可以忽略不计。

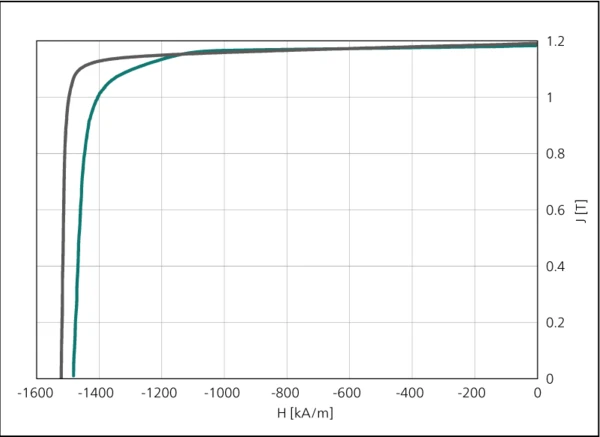
为了研究较窄粒度分布对磁性能的影响,我们在不同的烧结条件下制造了磁铁。结果分析表明,用分级机粉末制造的磁体具有更高的矫顽力场强。膝场强度 Hk 和矩形度 R = Hk/Hcj 也显著提高(图 10)。
PSD 的陡度(d90/d10)与退磁曲线的矩形度之间的联系也清晰可见。矩形度与 d90/d10 成反比。因此,粒度分布越窄,退磁曲线的矩形度越大。
结论
烧结试验表明,使用螺旋气流磨m-Jet 研磨的钕铁硼粉末可以生产出具有良好磁性能的磁铁。因此,m-Jet 可以真正替代以前几乎只使用的流化床喷射磨。此外,还可以证明在烧结前经过常规处理后再分级的钕铁硼粉末可用于制造具有良好磁性能的各向异性磁体。高矫顽力场强和退磁曲线矩形度的改善表明,与同类传统磁体相比,这些磁体具有更均匀的结构。
在德国法兰克福附近的哈瑙,NETZSCH Trockenmahltechnik 拥有一个设备完善的稀土粉末测试实验室。在该实验室中,可以在 CGS 型流化床气流磨和m-Jet 型带集成分级机的螺旋气流磨上进行研磨试验,也可以在m-Class 型高分散分级机上进行惰性气氛(氮气)下的分级试验。在哈瑙还可以进行许多不同的分析,例如激光颗粒分析仪(Malvern)和 REM 分析,以及与知名研究所合作进行的 ONH、OCN 和 ICP 分析。