耐驰石墨球形化系统GyRho——高产量可放大工艺
耐驰开发的 石墨球形化 系统克服了所有传统技术的缺点,为生产提供了智能解决方案,一种高效、优化的新型工艺。
第一步,将片状石墨在分级机或流化床气流磨中微粉化至最佳初始粒径,以便通过下游工艺进行球化。 耐驰石墨球形化系统 GyRho,其具有各种型号尺寸,并且可以定制以满足不同的需求。对于更大的吞吐量,可以同时操作两台(或更多)设备。

单机工艺的优势



生产系统技术数据
- 产能:25000吨/年
- 风量:120000Nm3/h
- 装机功率:7兆瓦
- 过滤面积:1500平方米
- 尺寸:60米x16米x23米(长x高x宽)
耐驰的专业知识——将整体收益率提高到85%
耐驰工艺
在第一步中,微粉化是在经过验证的标准程序中使用分级磨机进行的,以获得具有确定粒径的片状石墨。随后的球化过程是分批进行的。
由于微粉化的最大吞吐量高于球化的能力,因此必须找到一种将两种吞吐量与特定机器组合相匹配的设置。这种组合被定义为集群。标准操作的典型集群的一个例子是一台吞吐量为1200kg/h的研磨机和四台容量为300kg/h的球化装置。每台机器的产量都可以计算出来。耐驰公司开发了各种方法来重复使用第一步球化步骤中的细粒,因为这些细粒通常被视为低价值流或废物。
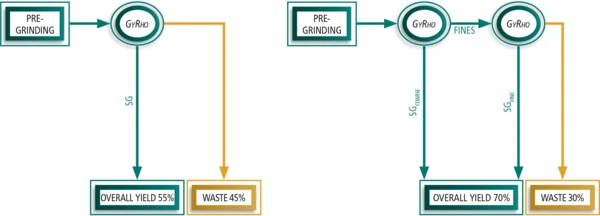
为了提高整体产量,有几种方法可以组合某些工艺步骤。最简单的方法是使用第一步球化步骤的细粒,并将其直接送入第二个GyRho圆整装置。该工艺生产两种质量的球形石墨(SG),总收率从最初的55%提高到70%,收率提高了约15%。
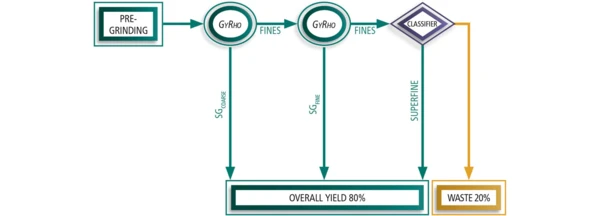
2步工艺的进一步改进是在第二球化步骤后将分级步骤整合到细粒的废物流中。通过这种设计,可以产生两种非常细的材料,这被定义为废物。虽然这不是球形石墨,但其中一种馏分是可销售的产品,并再次减少了总废物量。这一概念实现了高达80%的总收率。
更进一步
当概念中包含额外的空气分级机时,两步过程的设计可能会具有额外的多功能性。
第一个改进是可以加工较粗的原料,因为商业球形石墨不是在第一步直接生产的。较粗的进料包括较少的初始细粒,这提高了整体产量。精细产品直接进入第二个GyRho圆形装置,该过程与之前描述的两步过程相同,产生精细SG馏分和废物馏分。
从第一个舍入步骤中获得的主要份额是具有宽粒径分布的球形石墨的一部分。在第一个外部分级机中,它被分离成粒径分布非常陡峭的细粒级,d90/d10比在2的范围内,再加上一个额外的粗粒级。与之前的所有步骤不同,这两个馏分都是SG产品。粗粒级分直接送入第二分级机,再次得到粒径分布非常陡峭的细SG级分。剩余的粗粒级分再循环到工艺的初始进料流中,减少了报告给产品的粗料量,提高了总收率。
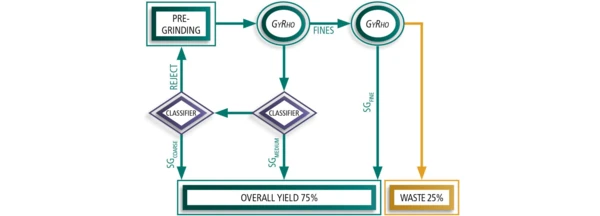
与分级的两步过程类似,通过在废物流中实施分类步骤,可以进一步优化。通过这种方式,可以再次产生两个非常细的部分,并达到超细石墨的额外可用部分,以减少废物量。采用如下所示的概念,总收率高达85%。
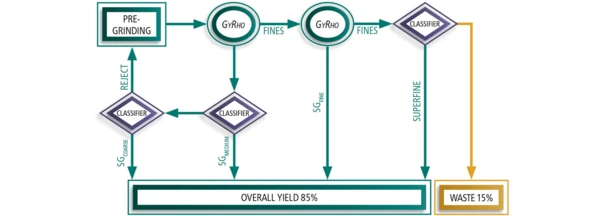
耐驰球形化设备GyRho——高产可扩展工艺
有几种工艺组合可以实现整体工艺优化并提高产量。在工艺比较方面,开发一个基本案例工艺至关重要,该工艺用于比较原料或质量等不同参数。这种研究可以在位于哈瑙的 耐驰干法技术有限公司的实验室 . 在实验室试验中,分析了所有主要的质量标准,如粒度分布、堆积密度、通过SEM图片观察的颗粒形态或比表面积。

总之,工艺优化将球形石墨的总收率从约55%的标准值提高到80%以上。通过联合生产不同质量的球形石墨,可以提高产率。为了按照最高标准生产多种品质,工艺的灵活性至关重要。分类塑造了每种产品的具体价值,并优化了相应的流。只有采用这一概念,球化步骤才有可能实现最高的吞吐率。