仅通过两步研磨生产出细度为18微米的可可液,且铁含量低于150毫克/千克
为了生产高可可含量的巧克力,需将巧克力细度为18微米的 可可液 直接加入精细研磨机中。
达到这种细度的最先进技术是采用三阶段甚至四阶段的研磨工艺,该工艺包括一台预磨机(主要是打浆刀片磨机)和两台甚至三台立式搅拌磨。由于达到好的细度和生产量,磨机往往磨损很大,导致产品中铁污染严重。
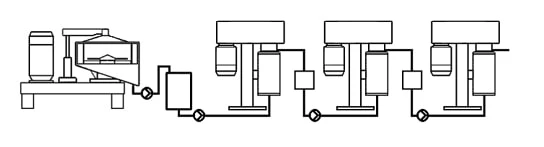
与传统工艺不同的是,耐驰新开发的Tango®糖果系统采用两阶段工艺,由一台MasterNibs、一台泵和一台卧式搅拌研磨机组成。从MasterNibs出来的可可液直接被泵入卧式研磨机 MasterRefiner 中,在那里被研磨至最终细度。
优势
- 需要维护的零配件更少
- 电气安装工作量减少
- 减少管道
- 所需空间更少
- 便于维护和清洁


使用Tango®系统生产的可可液块细度
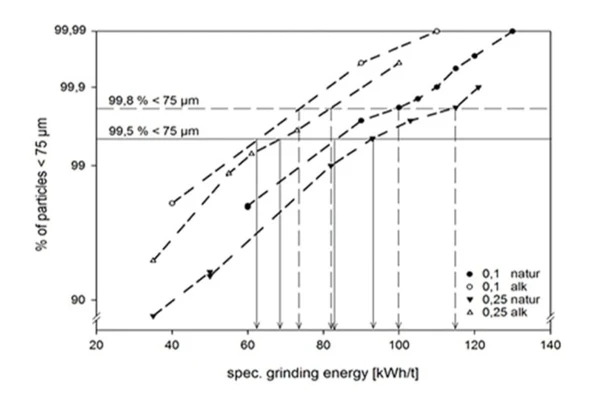
图4展示了在 Tango® 生产线上生产的可可液块端细度(以%表示)< 75 μm,该细度是所需能量输入的参数。排酸和天然可可碎粒以两种不同的细度进行预磨。
要生产出99.5%<75μm的标准可可液,单位能耗为85千瓦时/吨至95千瓦时/吨。要生产出100%<50μm的精细度,单位能耗为135千瓦时/吨。
使用更精细的滤网可降低总能耗
预磨可可液的细度由开槽筛的间隙大小决定。间隙大小以50微米为一级进行分级,从最细的100微米筛网开始,直至350微米。与使用250微米筛网相比,使用100微米筛网可节省10%至15%的能耗。
能耗、磨损与金属污染之间的相关性
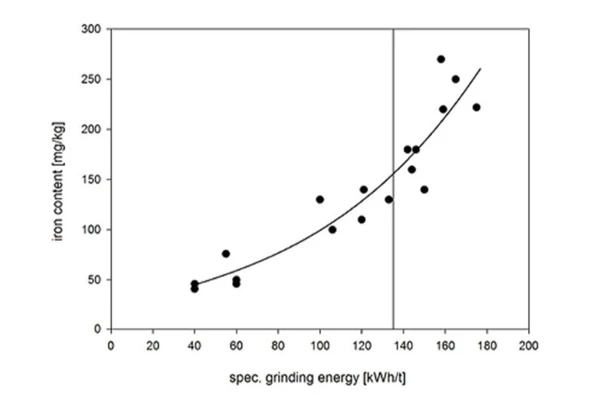
能耗的增加会导致磨损显著加剧,进而导致金属释放到产品中。图5显示了铁含量随能量输入的增加呈指数级增长。铁是所有金属的典型代表,在研磨过程中会转移到可可液中。
所有铁含量为280毫克/千克且数值大于135千瓦时/吨的数据,均与配备两台甚至三台搅拌式研磨机进行细磨的粉磨生产线相关。
所需的能量输入和铁杂质是如何减少的?
MasterNibs打浆机预磨能耗为40kWh/t 至60kWh/t,具体取决于筛网的细度。 MasterRefiner 搅拌式研磨机的能耗为kWh/t /吨至80kWh/t,具体取决于所需的最终细度。
根据图5,铁含量从预磨后的50mm/kg增加到细磨后的150mm/kg。
在可可液中,铁和其他金属也会被转移到巧克力中。在几款可可含量在43%至73%的巧克力中检测到了金属污染。
| 铁: | 51 mg/kg - 160 mg/kg |
| 铬: | 0.6 mg/kg - 3.35 mg/kg |
| 钴: | 0.16 mg/kg - 0.91 mg/kg |
| 钨: | 0.14 mg/kg - 1.64 mg/kg |
根据第1935/2004号条例第3条,拟与食品接触的材料和物品应按照良好生产规范进行生产,以确保其成分不会以可能危害人体健康的数量转移到食品中。
为了确定哪些数量可能危害人类健康,欧洲药品质量管理局(EDQM)发布了多种限量值,即特定释放限量(SRL),以毫克每千克食品为单位,针对各种金属和合金成分。
| 金属 | SRL - 特定释放限值(mg/kg食品) | 巧克力中的检测含量(mg/kg) | 安全限值超标因子 |
|---|---|---|---|
| 铁 | 40 | 51 - 160 | 3.5 - 4 |
| 铬 | 0.25 | 0.6 - 3.35 | 2.5 - 13 |
| 钴 | 0.02 | 0.16 - 0.91 | 8 - 45 |
| 钨 | 无限制 | 0.14 - 1.64 |
- 检测到的数量超过了限值SRL
- 铁的超出系数为3.5至4,仍处于较低范围内。
- 钴的极限值超出了8至45倍,且这一超标最为显著。
搅拌研磨机能耗较高且随之产生金属污染的原因
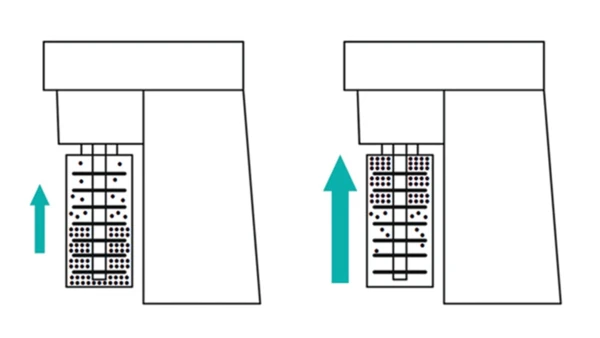
在产品流量较低且受重力作用的情况下,立式搅拌球磨机的研磨容器底部区域的 研磨介质 会发生压实。
研磨介质、研磨臂和研磨腔体之间的摩擦会产生显著的磨损。这会导致高能耗和超细可可液中的铁污染严重。立式搅拌研磨机的研磨容器底部磨损加剧是一个众所周知且显而易见的现象。
若用硬金属研磨臂替换钢制研磨臂,钨和钴会进入可可液中。与此相反,卧式搅拌球磨机中的球分布均匀。
结论
MasterNibs打浆机的特殊设计使得打浆刀片能在半小时内轻松更换。由于转子可以从热研磨容器中取出,因此打浆刀片可以立即更换,无需等待冷却时间。
由于停机时间短,无需使用硬金属代替钢制打浆刀片。这样可以防止钨和钴进入可可液中。
磨机底部的冷却表面更高,因此可以安装间隙更小的筛网。这可以节省10%至15%的能耗。
MasterRefiner的水平研磨室可节省约40%的能耗。因此,进入可可液中的铁含量减少了38%。